
打圈机技术操作使用说明书

二、控制面板布局和键说明
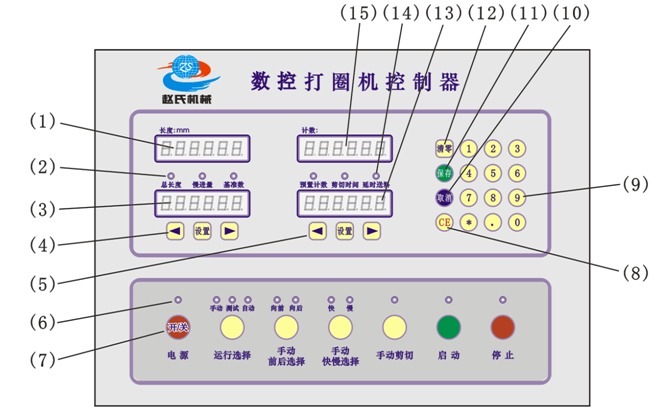
(1).实时进料长度数码显示窗,显示单位:mm,
自动运行打圈时可观察进料长度窗了解精度情况调节进料速度的参考;
特别可用于调整第二段慢速进料速度的参考,使其达到速度和精度的要
求衡。在非设置状态时按一下[CE]键清零实时进料长度数码显示窗;
(2).长度参数显示窗的参数显示类别指示灯;
总长度灯点亮:表示长度参数显示窗显示或设置的是进料的总长度,设
置时,总长度一定要大于慢进量,否则将无法正常进料
打圈,显示单位:mm;
慢进量灯点亮:表示长度参数显示窗显示或设置的是第二段慢速度的进
料长度,一般设置值在28-60mm之间,显示单位:mm;
基准数灯点亮:表示长度参数显示窗显示或设置的是编码器的基准数,
它的值与编码器和长度采样压轮的直径有关,出厂前已
调校准确,请不要修改此参数,否则实时进料长度数码
显示窗的显示值与实际进料值将不准确;
(3).总长度/慢进量/基准数数码显示窗(简称长度参数显示窗);
(4).总长度/慢进量/基准数参数设置和左/右移动按键;
要设置总长度/慢进量/基准数,按一下长度参数显示窗下面的[设置]键,
显示的数值闪动,输入数字键,再按一下[设置]键,另一参数的指示灯
点亮,同时显示的参数闪动,输入数字键修改,若此时左/右移动键,
可修改个别位的值;闪动的数是正在修改的参数;
(5).预置计数/剪切时间/延时送料参数设置和左/右移动按键,与(4)项相似;
(6).电源指示灯(运行和选择功能操作圈内的指示灯);
(7).电源开关键(运行和选择功能操作按键区);请看下面说明。
(8).[CE]键,在参数设置状态时,点动按[CE]键,则把设置状态的参数
清零;在非参数设置状态时,点动按[CE]键,则把进料长度清零;
(9).参数设置数值键区(参数数值输入键盘区);
(10).[取消]键,按一下[取消]键放弃修改后的参数并退出参数修改状态;
(11).[保存]键,修改参数后按一下此键保存修改的参数才有效,并退 参
数修改状态;
(12).[清零]键,按一下[清零]键把计数窗的计数清零。
(13).预置计数/剪切时间/延时送料时间数码显示(简称预置剪切参数显示窗);
(14).预置前切参数显示窗的参数显示类别指示灯;
预置计数灯点亮:表示预置剪切参数显示窗显示或设置的是预置计数,
当预置计数值设为零时,设备作自由打圈,当预置
数设定不为零时,计数到设定值后设备停止打圈;
剪切时间灯点亮:表示预置切刀/回刀时间窗显示,设置时间分二段,
为切刀和回刀时间,一般设定为0.1-0.5S间;
延时送料灯点亮:表示预置剪切参数显示窗显示或设置有二段时间数,
(a).第一段:设置剪切完成后再开始进料的停顿时间,一
般设定>=剪切时间,单位为:S;自动运行状态有效。
(b).第二段:设置送料到后的停顿延时时间,一般设置为
0.25比较合适,单位为:S;自动运行状态有效。
(15).打圈计数显示窗;
按一下[清零]键打圈计数清零;